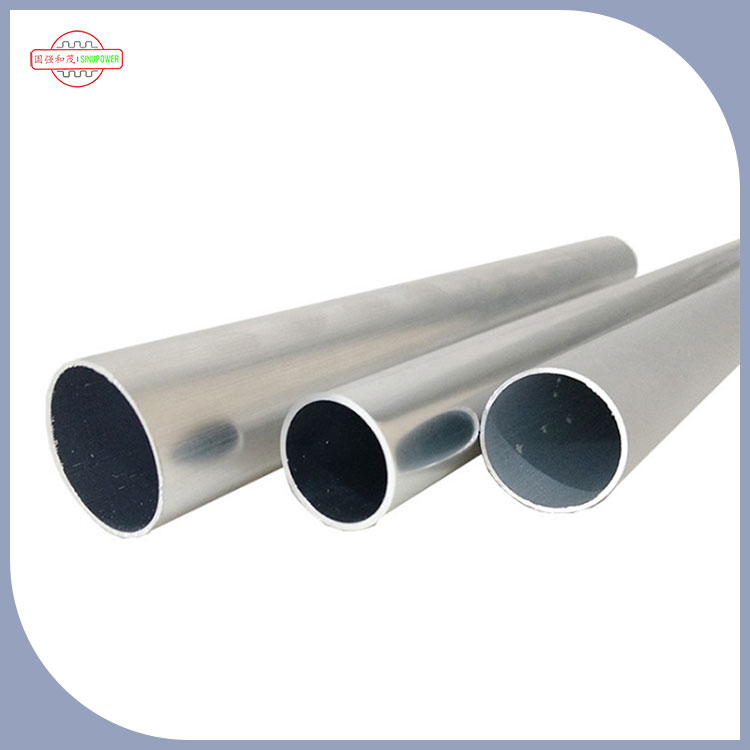

फ्ल्याट ओभल ट्यूबहरूक्रस सेक्सनमा सपाट अक्षर (लामो अक्ष -20-200-200-200-200-200-200-200 मिलिस), र समस्याहरूको रूपमा क्रस सेक्सन स्क्वायरहरू हुन्छन्। पेशेवर प्रक्रियाहरू र उपकरणहरू निश्चित वेल्डिंग वा सम्मेलनको गुणस्तर सुनिश्चित गर्न सॉलज प्रोसेसिंग प्राप्त गर्न आवश्यक छ।
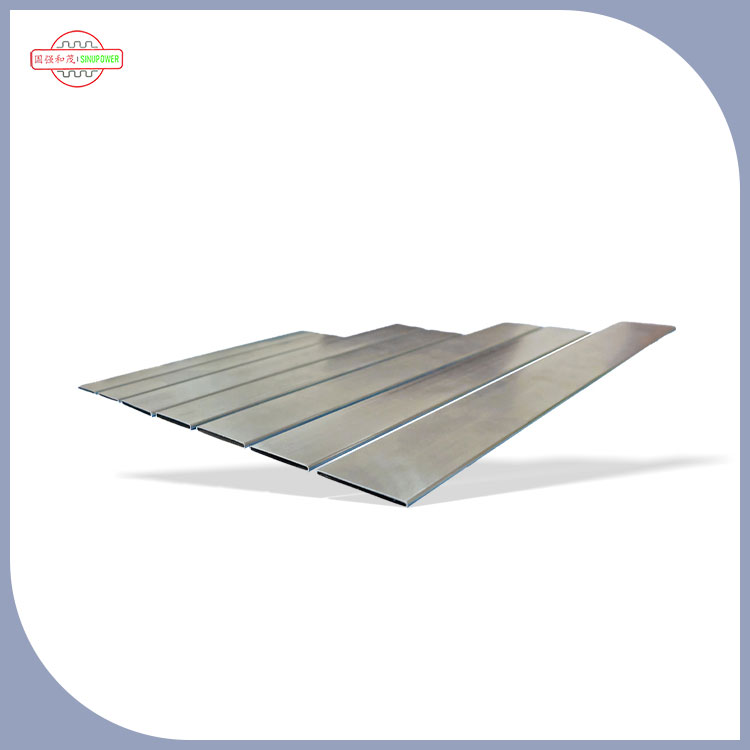
कटनीको कठिनाइ क्रस-अनुभागीय विशेषताहरूमा केन्द्रित छ। समतल ओभल ट्युबहरूको असममित संरचनाले परम्परागत एक आकार-फिट-सबै विधिहरूको सही कोण-फिट-फिट-फिट-फिट-फिट-फिट-फिटको दायरात्मक सटीकता सुनिश्चित गर्न गाह्रो बनाउँछ। यदि काट्ने कोण कोण विचलन 1 ° भन्दा ठूलो छ भने, बट संयुक्त अन्तर 0.5mm भन्दा बढी हुनेछ, यसलाई वेल्डिंग शक्तिलाई असर गर्ने। थप रूपमा, जब ट्यूब भित्ता मोटाई (सामान्यतया 2-5mm) असमान छ, स्थानीय सम्मानजनक र विवाद हुने प्रवण हुनेछ। विशेष गरी स्टेनलेस स्टील सामग्रीको प्रशोधन गर्दा उच्च तापक्रमले अक्साइड स्केल बनाउनेछ, यसलाई पछि पीस कम गर्ने लागत बढाउनेछ।
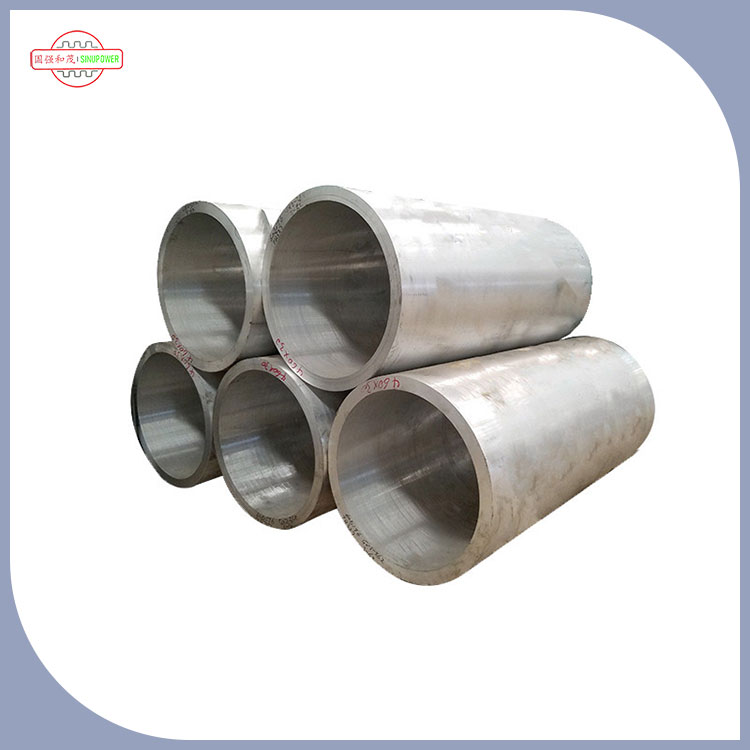
उपकरण चयनले सामग्री र विशिष्टताहरूसँग मेल गर्न आवश्यक छ। कम कार्बन स्टोल फ्ल्याट ओभल ट्यूबहरू, प्लाज्मा काट्ने (हालको -10-120a) सिफारिश गरिन्छ, 10-1-15MM / s को कम गतिको साथ 0.3mm / m भित्र नियन्त्रण गर्न सकिन्छ; स्टेनलेस स्टील सामग्रीका लागि, लेजर कटौती (पावर 500-1000W) मनपर्यो, जसले अप्टिकल फाइबरको एक गर्मी प्रभावित क्षेत्रबाट बचाउँछ। पातलो-पर्खाल ट्यूबहरू (मोटोपन <3MM) ले ± 0.01 मिलिमिटको सटीकताको साथ प्रयोग गर्न सक्दछ, जुन सटीक कम्पोनेन्ट प्रसंस्करणको लागि उपयुक्त छ।
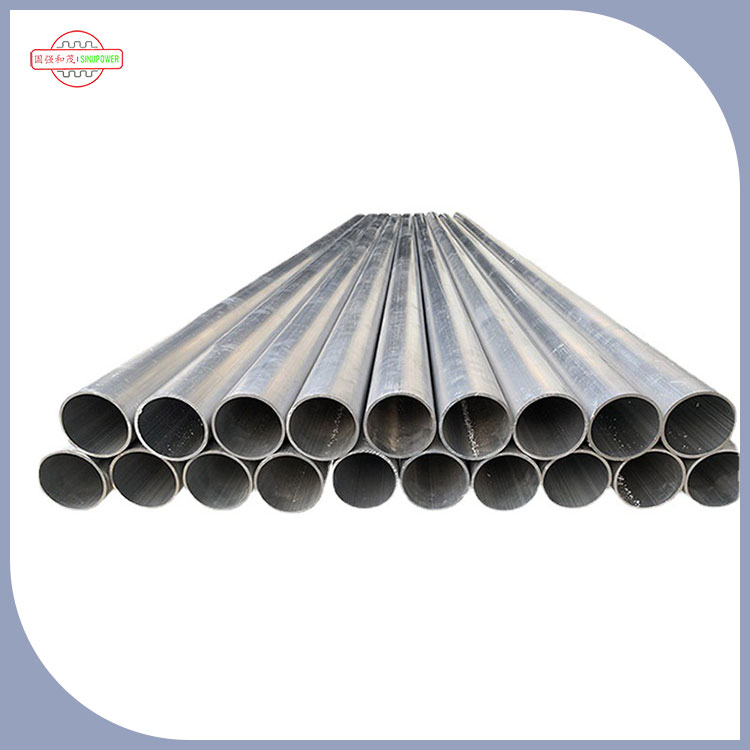
अपरेशन प्रक्रिया स्थिति र प्यारामिटर सेटिंग मा केन्द्रित छ। काट्नु भन्दा पहिले, पाइप फिक्स्टिंगहरू फिक्स्चर द्वारा स्थिर गर्न आवश्यक छ कि काट्ने रेखा अक्ष (विचलन °°), र स्थिरताको क्लम्पिंग बल 5-10,000 को क्लाम गर्ने बल नियन्त्रण गरिएको छ; आर्टको टुप्पोबाट जोगिन ग्यासको पर्खालबाट--5- मजदुरहरू 3--5mm टाढा राखिएको छ। लेजर कटनीले पर्खाल मोटाई अनुसार फोकस स्थिति समायोजित गर्न आवश्यक छ, र कटौती प्रवेश सुधार गर्न पाइप-पर्खाल पर्खालको केन्द्रबिन्दु 1/3 मा परिवर्तन भइरहेको छ।
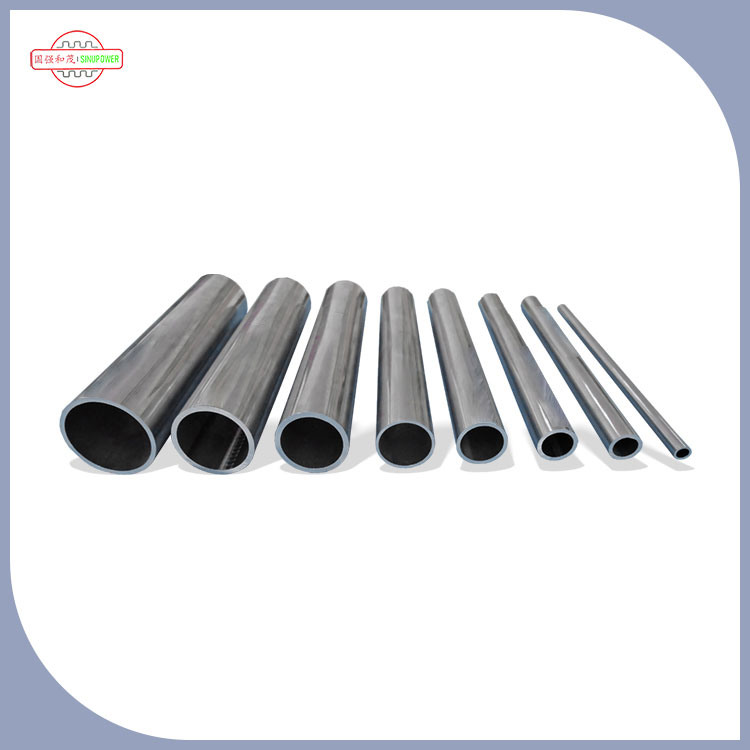
पछि प्रक्रियाले अन्तिम गुणलाई असर गर्दछ। कटौती गरेपछि, एक allaale ग्रिन्डर (एक 120-grit priering व्हील संग) क्रस-सेक्सन μa12.5m बनाउन को लागी जंकहरु लाई हटाउन आवश्यक छ; स्टेनलेस स्टील पाइपहरू 10-1-15 मिनेटको लागि निन्द्रात्मक एसिड घोलमा डुबाइन्छ (1-15 मिनेटमा नाइट्रिक एसिड समाधान) काटिएको छ। उच्च शुद्धताका साथ दृश्यहरूको लागि (जस्तै अटोमोबाइल निकास पाइप सम्मेलन), दाँया विचलन विचलन, एक तीन-समन्वया मापन मापन मापन मापन मापन मापन मापन वाणना मापन गर्न को लागी।
एफ मा दायाँ कोण काट्नेल्याण्ड ओभल ट्यूबहरूदुबै उपकरण प्रदर्शन र प्रक्रिया विवरणहरूको ख्याल राख्नु पर्छ। सटीक स्थिति, प्यारामिटर अनुकूलन र प्रशोधन गर्दै, एक चिकन क्रस सेक्सन र सटीक प्रशोधन प्रशोधन प्रभाव प्राप्त गर्न सकिन्छ, पाइपलाइन जडान को छाप को लागी आधारभूत ग्यारेन्टी प्रदान गर्न।