
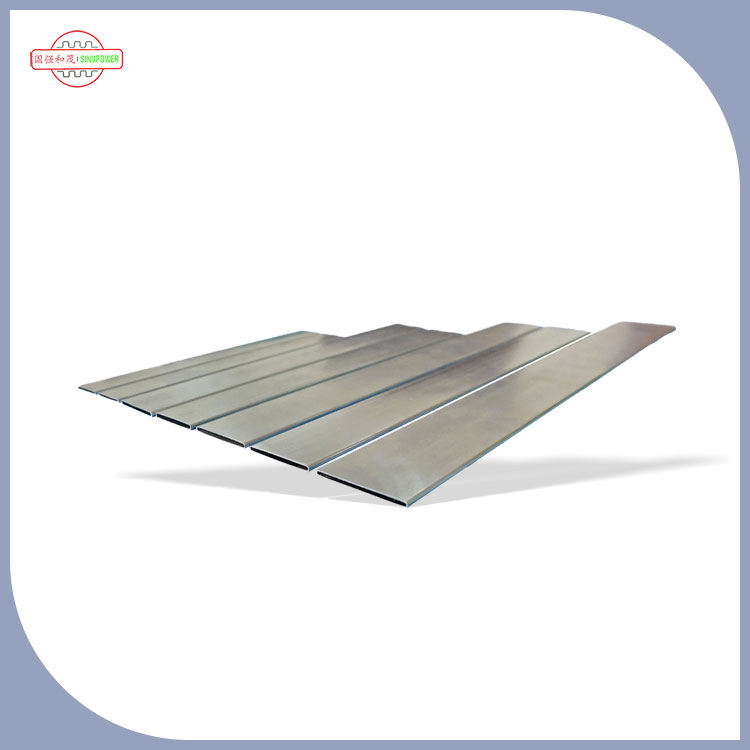
सिनुपावर कसरी अन्वेषण गर्दछआयताकार ट्यूबहरूआधुनिक निर्माण वातावरणमा काट्ने, ड्रिलिंग, र वेल्डिङ प्रक्रियाहरूमा व्यवहार गर्नुहोस्, जहाँ ज्यामिति र सामग्री प्रतिक्रियाले डाउनस्ट्रीम अनुप्रयोगहरूमा सटीक र संरचनात्मक विश्वसनीयतालाई प्रत्यक्ष रूपमा प्रभाव पार्छ।
निर्माण कार्यशालाहरूमा, आयताकार खोक्रो प्रोफाइलहरू प्रायः सीधा संरचनात्मक तत्वहरूको रूपमा व्यवहार गरिन्छ, तर वास्तविकता थप सूक्ष्म हुन्छ। तिनीहरूको समतल सतहहरू, तीखो कुनाहरू, र चर पर्खाल मोटाई व्यवहारले गोलाकार प्रोफाइलहरूसँग तुलना गर्दा अद्वितीय चुनौतीहरू प्रस्तुत गर्दछ। प्रत्येक चरण - काटन, ड्रिलिंग, र वेल्डिंग - आयामी शुद्धता र कार्यात्मक स्थिरता कायम राख्न तनाव, गर्मी, र विरूपणको सावधानीपूर्वक नियन्त्रण आवश्यक छ।
आयताकार ट्यूबहरू प्रणालीहरूमा व्यापक रूपमा प्रयोग गरिन्छ जहाँ स्पेस दक्षता र लोड वितरण महत्त्वपूर्ण हुन्छ। यद्यपि, तिनीहरूको ज्यामितिले असमान तनाव एकाग्रता बिन्दुहरू सिर्जना गर्दछ, विशेष गरी कुनाहरूमा।
राउन्ड ट्यूबहरू विपरीत, जहाँ बलहरू वक्रताको साथ समान रूपमा वितरण हुन्छन्, आयताकार प्रोफाइलहरूले किनारहरूमा तनाव केन्द्रित गर्दछ। यो विशेषता विशेष गरी फेब्रिकेशन प्रक्रियाहरूमा महत्त्वपूर्ण हुन्छ, जहाँ मेकानिकल बल र थर्मल इनपुटले उचित रूपमा नियन्त्रण नगर्दा संरचनात्मक अखण्डतालाई परिवर्तन गर्न सक्छ।
आयताकार आकारले तीन प्रमुख इन्जिनियरिङ प्रभावहरू प्रस्तुत गर्दछ:
- कुना तनाव प्रवर्धन
- वेल्डिंग को समयमा असमान गर्मी वितरण
- दिशा-निर्भर कठोरता
यी प्रभावहरूले प्रत्येक बनावटी चरणको योजना र कार्यान्वयन कसरी हुन्छ भन्ने प्रभाव पार्छ।
काट्ने पहिलो चरण हो जहाँ आयताकार ट्यूबहरूले ज्यामिति-निर्भर व्यवहार देखाउन सुरु गर्दछ। मेकानिकल आराहरू, घर्षण प्रणालीहरू, वा थर्मल काट्ने विधिहरू प्रयोग गरेर, सामग्रीले समतल सतहहरू बनाम कुनाहरूमा फरक प्रतिक्रिया दिन्छ।
मेकानिकल काटनमा:
- समतल सतहहरूले स्थिर ब्लेड सम्पर्कलाई अनुमति दिन्छ
- कुनाहरूले कम्पन स्पाइकहरू उत्पन्न गर्ने प्रवृत्ति हुन्छ
- किनारा बाहिर निस्कने क्रममा Burr गठन बढी सम्भावना हुन्छ
आयताकार खण्डहरूको कठोरता भनेको काट्ने बलहरू समान रूपमा अवशोषित हुँदैनन्, विकृतिबाट बच्न नियन्त्रित फिड दरहरू आवश्यक पर्दछ।
जब थर्मल विधिहरू प्रयोग गरिन्छ, स्थानीयकृत तापले ट्यूब पर्खालमा विस्तार भिन्नताहरू प्रस्तुत गर्दछ। किनकी आयताकार ज्यामितिमा धेरै थर्मल मार्गहरू छन्, ताप असमान रूपमा फैलिन्छ, कहिलेकाहीँ चिसो सन्तुलित नभएमा थोरै वार्पिङको कारण हुन्छ।
ड्रिलिंगले उपकरण बल र भौतिक ज्यामिति बीचको सबैभन्दा रोचक अन्तरक्रियाहरू मध्ये एक परिचय दिन्छ। को समतल अनुहारहरूआयताकार ट्यूबहरूस्थिर उपकरण प्रविष्टिलाई अनुमति दिनुहोस्, तर ड्रिल प्रवेश गर्दा आन्तरिक तनाव वितरण परिवर्तन हुन्छ।
ड्रिलिंग को समयमा:
- समतल सतह समर्थनको कारण प्रारम्भिक सम्पर्क स्थिर छ
- मध्य-प्रवेशले चिप संचय क्षेत्रहरू सिर्जना गर्दछ
- बाहिर निस्कने चरणले अक्सर विरूपण जोखिम उत्पन्न गर्दछ
बाहिर निस्कने पक्ष विशेष रूपमा संवेदनशील छ किनभने सामग्रीको समर्थन कम हुन्छ, जसले सम्भावित बुर गठन वा प्वालहरूको हल्का अण्डाकार बनाउँछ।
ड्रिलको प्रगतिको रूपमा, तनाव ट्यूब पर्खालहरूमा पुन: वितरण हुन्छ। कुनाहरूले मोटाई र भौतिक संरचनाको आधारमा तनावलाई अवशोषित वा प्रतिबिम्बित गर्न सक्छ। यसले ड्रिलिंग स्थिरतालाई फिड नियन्त्रण र शीतलन रणनीति दुवैमा निर्भर बनाउँछ।
वेल्डिङ हो जहाँ आयताकार ट्यूबहरूले तिनीहरूको सबैभन्दा जटिल शारीरिक प्रतिक्रिया देखाउँछन्। ताप इनपुट र ज्यामितीय अवरोधको संयोजनले स्थानीयकृत विस्तार, संकुचन, र अवशिष्ट तनाव गठनमा नेतृत्व गर्दछ।
गोलाकार खण्डहरूको विपरीत जसले सहज ताप फैलावटलाई अनुमति दिन्छ, आयताकार प्रोफाइलहरूले वेल्ड सिम र कुनाहरूमा थर्मल ऊर्जा केन्द्रित गर्दछ। यसले सिर्जना गर्दछ:
- असमान शीतलन दरहरू
- जोर्नी नजिक स्थानीय विकृति
- किनारामा अवशिष्ट तनाव संचय
वेल्डेड क्षेत्र चिसो हुँदा, संकुचन बलहरू समतल प्यानलहरूमा असमान रूपमा तान्छन्। यदि नियन्त्रित अनुक्रम मार्फत सन्तुलित भएन भने यसले थोरै झुकाउने वा कोणीय विकृति निम्त्याउन सक्छ।
| प्रक्रिया चरण | मुख्य चुनौती | आयताकार ट्यूब व्यवहार | नियन्त्रण फोकस |
| काट्दै | किनारा कम्पन | कुनाहरूमा तनाव एकाग्रता | फिड स्थिरता |
| ड्रिलिंग | विरूपण बाहिर निस्कनुहोस् | असमान तनाव रिलीज | समर्थन र कूलिंग |
| वेल्डिङ | थर्मल विरूपण | कुनामा गर्मी संचय | गर्मी सन्तुलन |
| पोस्ट-प्रोसेसिङ | आयामिक सुधार | अवशिष्ट तनाव विश्राम | पङ्क्तिबद्ध नियन्त्रण |
यो तुलनाले कसरी प्रत्येक चरणले विभिन्न मेकानिकल र थर्मल प्रतिक्रियाहरू परिचय गर्दछ जुन स्वतन्त्र रूपमा व्यवस्थित गरिनु पर्छ भनेर हाइलाइट गर्दछ।
आयताकार ट्यूबहरूको व्यवहार ज्यामितिमा निर्भर मात्र होइन तर सामग्रीमा पनि निर्भर हुन्छ। एल्युमिनियम, तामा मिश्र, र इस्पात-आधारित संरचनाहरू प्रत्येक मेकानिकल र थर्मल इनपुटहरूमा फरक प्रतिक्रिया दिन्छ।
एल्युमिनियम आधारित प्रोफाइल:
- उच्च थर्मल चालकता
- वेल्डिङको समयमा छिटो तातो अपव्यय
- धेरै तातो भएमा स्थानीयकृत विकृतिको सम्भावना बढी हुन्छ
इस्पात आधारित प्रोफाइल:
- उच्च संरचनात्मक कठोरता
- ढिलो गर्मी प्रसार
- ड्रिलिंग-प्रेरित विरूपणको लागि राम्रो प्रतिरोध
सामग्रीको छनोटले संरचनात्मक स्थिरतामा सम्झौता नगरी प्रत्येक निर्माण चरणलाई कति आक्रामक रूपमा प्रदर्शन गर्न सकिन्छ भन्ने प्रभाव पार्छ।
काटन पछि सतह गुणस्तर निर्माण नियन्त्रण को एक महत्वपूर्ण सूचक हो। आयताकार ज्यामिति अद्वितीय सतह व्यवहार परिचय:
- समतल अनुहारहरूले चिल्लो काट्ने रेखाहरू कायम राख्छन्
- कुनाहरूले प्राय: माइक्रो-चिपिङ देखाउँछन्
- Burr गठन निकास किनाराहरूमा ध्यान केन्द्रित हुन्छ
लगातार किनारा गुणस्तर कायम राख्न उपकरणको तीक्ष्णता, फिड दर, र कम्पन नियन्त्रण सन्तुलन आवश्यक छ।
उच्च परिशुद्धता अनुप्रयोगहरूमा, माध्यमिक परिष्करण प्राय: पछिको निर्माण चरणहरू अघि किनारा ज्यामिति स्थिर गर्न प्रयोग गरिन्छ।
आयताकार ट्यूबहरू निर्माणमा प्रमुख चुनौतीहरू मध्ये एक समतल सतहहरूमा प्वाल पङ्क्तिबद्धता कायम राख्नु हो।
शुद्धतालाई प्रभाव पार्ने कारकहरू:
- ट्यूब पर्खाल मोटाई भिन्नता
- लोड अन्तर्गत उपकरण विक्षेपन
- निरन्तर ड्रिलिंगको समयमा तातो निर्माण
सामग्रीको थर्मल रिकभरीलाई अनुमति नदिई अनुक्रममा धेरै प्वालहरू ड्रिल गरिँदा गलत अलाइनमेन्टको सम्भावना बढी हुन्छ।
वेल्डिङ रणनीतिले विकृति कम गर्न निर्णायक भूमिका खेल्छ। किनभने आयताकार ज्यामितिले प्राकृतिक विस्तार मार्गहरू प्रतिबन्धित गर्दछ, ताप नियन्त्रित अनुक्रमहरूमा वितरित हुनुपर्छ।
सामान्य स्थिरीकरण दृष्टिकोण:
- वैकल्पिक वेल्ड दिशाहरू
- छोटो सेग्मेन्टेड वेल्ड पासहरू
- नियन्त्रित शीतलन अन्तरालहरू
यी विधिहरूले लामो किनारहरूमा अवशिष्ट तनावको संचयलाई कम गर्दछ।
निर्माणको क्रममा, आयताकार ट्यूबहरूले तीन मुख्य विकृति प्रकारहरू अनुभव गर्न सक्छन्:
- कुनाहरूमा कोणीय विकृति
- थर्मल संकुचनको कारण समतल सतह झुकेको
- असमान वेल्ड अनुक्रमबाट टोर्सनल ट्विस्ट
प्रत्येक प्रकार निर्माणको फरक चरणसँग जोडिएको छ र लक्षित सुधार विधिहरू आवश्यक छ।
आधुनिक प्रशोधन मा एक प्रमुख अन्तरदृष्टि यो छ कि काटन, ड्रिलिंग, र वेल्डिंग स्वतन्त्र चरणहरू होइनन्। प्रत्येक चरणले अर्कोलाई प्रभाव पार्छ।
उदाहरणका लागि:
- काट्ने-प्रेरित माइक्रो-तनाव ड्रिलिंग विचलन विस्तार गर्न सक्छ
- ड्रिलिंग ताप निर्माणले वेल्डिङको स्थिरतालाई असर गर्न सक्छ
- वेल्डिङ विरूपणले अन्तिम आयामी शुद्धता परिवर्तन गर्न सक्छ
यो अन्तरसम्बन्धित व्यवहारले प्रक्रिया योजनालाई वैकल्पिक भन्दा पनि आवश्यक बनाउँछ।
ईन्जिनियरिङ् दृष्टिकोणबाट, आयताकार ट्युबहरू निर्माणको समयमा अवरोधित ऊर्जा प्रणालीहरू जस्तै व्यवहार गर्छन्। मेकानिकल बल, थर्मल इनपुट, र संरचनात्मक ज्यामिति लगातार अन्तरक्रिया गर्दछ।
प्रत्येक प्रक्रियालाई अलगावमा उपचार गर्नुको सट्टा, आधुनिक बनावटी दृष्टिकोणले ध्यान केन्द्रित गर्दछ:
- ट्यूब संरचना भर तनाव म्यापिङ
- वेल्डिङ समयमा गर्मी प्रवाह भविष्यवाणी
- काटन र ड्रिलिंग को समयमा कम्पन नियन्त्रण
यो एकीकृत दृश्यले चरणहरूमा संचयी विकृति कम गर्न मद्दत गर्दछ।
आयताकार प्रोफाइलहरू सामान्यतया कम्प्याक्ट संरचनात्मक समर्थन र दिशात्मक लोड वितरण आवश्यक पर्ने प्रणालीहरूमा प्रयोग गरिन्छ, जस्तै:
- गर्मी विनिमय सम्मेलनहरू
- संरचनात्मक फ्रेमिङ प्रणाली
- संलग्न तरल च्यानलहरू
- मोड्युलर मेकानिकल समर्थन
यी वातावरणहरूमा, निर्माण परिशुद्धताले प्रणालीको स्थिरता र दीर्घकालीन कार्यसम्पादनलाई प्रत्यक्ष असर गर्छ।
काटन, ड्रिलिंग र वेल्डिङको समयमा आयताकार ट्यूबहरूको व्यवहार ज्यामिति, भौतिक गुणहरू, र प्रक्रिया ऊर्जा बीचको अन्तरक्रियाद्वारा शासित हुन्छ। प्रत्येक चरणले भिन्न मेकानिकल र थर्मल चुनौतीहरू प्रस्तुत गर्दछ जुन संरचनात्मक अखण्डता र आयामी स्थिरता कायम राख्न व्यवस्थित हुनुपर्छ।
यस फ्रेमवर्क भित्र,सिनुपावर हीट ट्रान्सफर ट्युब्स चाङ्शु लि.को निर्माण गतिशीलता जाँच गर्न जारी छआयताकार ट्यूबहरूपरिशुद्धता ट्यूब प्रशोधन र गर्मी स्थानान्तरण घटक विकास मा व्यापक अनुसन्धान को भाग को रूप मा।