
यदि तपाइँले तपाइँको रेडिएटर कोर मोटाई (वा तपाइँको BOM लागत) नबढाई कडा तातो अस्वीकृति लक्ष्यमा हिट गर्ने प्रयास गर्नुभयो भने, तपाईंले सायद एउटै टाउको दुखाइमा भाग्नु भएको छ: पर्याप्त सतह क्षेत्र छैन, धेरै दबाव ड्रप, असंगत ट्यूब आयामहरू, ब्रेजिङ पछि फिन-बन्ड समस्याहरू, र दुःस्वप्न परिदृश्य - चुहावटको कारण क्षेत्र विफलता। समतल ओवल ट्यूबहरूप्रायः ती बाधाहरू समाधान गर्न छनौट गरिन्छ, तर मात्र जब ज्यामिति, उत्पादन विधि, र गुणस्तर नियन्त्रणहरू अनुप्रयोगसँग मेल खान्छ।
यस लेखले कसरी बताउँछसमतल ओवल ट्यूबहरूमा प्याकेजिङ दक्षता र थर्मल प्रदर्शन सुधार गर्न सक्नुहुन्छ रेडिएटरहरू र कम्प्याक्ट हीट एक्सचेन्जरहरू, वास्तविक खरिद निर्णयहरूमा महत्त्वपूर्ण हुने ट्रेड-अफहरू पनि हाइलाइट गर्दै। तपाईंले एक खरीद-तयार चेकलिस्ट, सामान्य विफलता मोडहरूको लागि समस्या निवारण तालिका, र एक आपूर्तिकर्ता संचार प्राप्त गर्नुहुनेछ। नमूना चक्र घटाउन र महँगो पुन: डिजाइनबाट बच्न फ्रेमवर्क।
रेडिएटर ट्युबहरू वरिपरि धेरै सोर्सिङ र डिजाइन समस्याहरू "रहस्य" होइनन् - तिनीहरू बीचको अनुमानित टक्करहरू हुन्। प्रदर्शन लक्ष्य र प्याकेजिङ सीमा।समतल ओवल ट्यूबहरूखरीददारहरूलाई आवश्यक पर्दा छोटो सूचीमा देखाउनुहोस् यी दुखाइ बिन्दुहरू मध्ये एक (वा बढी) समाधान गर्नुहोस्:
व्यावहारिक उपाय:समतल ओवल ट्यूबहरूएक बलियो समाधान हुन सक्छ, तर तिनीहरू "स्वत: फिक्स" गुणस्तर वा प्रणाली डिजाइन। तिनीहरूले राम्रो विशिष्टतालाई इनाम दिन्छन् र अस्पष्ट खरिदलाई दण्ड दिन्छन्।
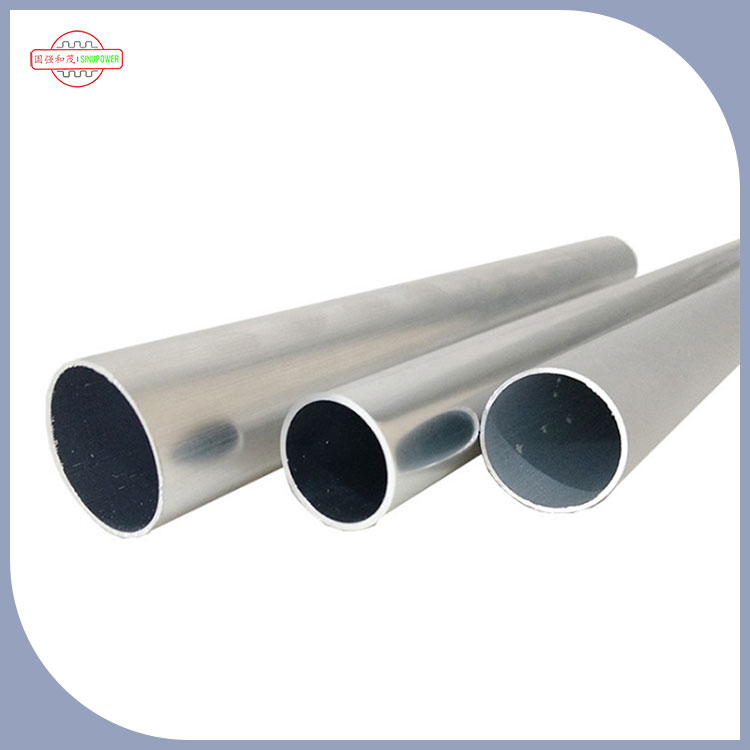
"फ्ल्याट अंडाकार" प्रोफाइल केवल कस्मेटिक मात्र होइन - यसले कसरी ट्यूबले पखेटासँग इन्टरफेस गर्छ, कसरी हावा कोरमा बग्छ, परिवर्तन गर्दछ। र कसरी गर्मी शीतलकबाट बाहिरी वातावरणमा सर्छ।
द्रुत वास्तविकता जाँच:"फ्लैट ओवल" एकल उत्पादन होइन। यो ट्यूब प्रोफाइलहरूको परिवार हो, सीम प्रकारहरू, सामाग्री, र आन्तरिक डिजाइन। सटीक प्रदर्शन पूर्ण प्रणालीमा निर्भर गर्दछ: ट्यूब + फिन + ब्रेजिंग + शीतलक + सञ्चालन अवस्था।
यदि तपाईंको RFQ ले "रेडिएटरको लागि फ्ल्याट ओभल ट्यूब" भन्छ भने, तपाईंले दस उद्धरणहरू र एघार व्याख्याहरू प्राप्त गर्नुहुनेछ। काट्ने सबैभन्दा छिटो तरिका जोखिम भनेको वास्तवमा प्रदर्शन र विश्वसनीयतालाई नियन्त्रण गर्ने कुरा निर्दिष्ट गर्नु हो।
| तपाईले के माग्नुहुन्छ | किन यो महत्त्वपूर्ण छ | आपूर्तिकर्ताबाट के अनुरोध गर्ने |
|---|---|---|
| आयामी सहिष्णुता (प्रमुख/सानो अक्ष + पर्खाल) | ड्राइभ फिन फिट, ब्राजिङ गुणस्तर, दबाव क्षमता, र कोर स्थिरता | आयामी निरीक्षण योजना + CPK/लट डाटा उपलब्ध छ भने |
| सीम अखण्डता र चुहावट दर लक्ष्य | क्षेत्र विफलता र वारेन्टी दावीहरू कम गर्दछ | 100% वा नमूना वायु चुहावट परीक्षण विधि, दबाव स्तर, समय होल्ड, पास/असफल मापदण्ड |
| ब्रेजिङको लागि सरसफाई | अवशेषले खराब भिजाउने, शून्यता र दीर्घकालीन चुहावट निम्त्याउन सक्छ | सफाई प्रक्रिया विवरण + आगमन सरसफाई आवश्यकता |
| क्षरण रणनीति | गलत सामग्री जोडाले क्षरणलाई गति दिन्छ, विशेष गरी मिश्रित धातुहरूसँग | तपाईंको वातावरण + कुनै पनि कोटिंग विकल्पहरूको लागि सामग्री सिफारिस |
| दबाव र पल्स प्रतिरोध | रेडिएटरहरूले दबाब साइकल चलाउँछन्; कमजोर ट्युबहरू समयसँगै फुट्छन् | बर्स्ट परीक्षण लक्ष्यहरू (यदि लागू भएमा) + थकान/पल्स परीक्षण अपेक्षाहरू |
खरीददारहरूले प्रायः प्रत्येक उद्धरणमा "कडा QC" सुन्छन्। फरक यो हो कि QC विफलता रोकथाममा बाँधिएको छ। को लागीसमतल ओवल ट्यूबहरू, सबैभन्दा अर्थपूर्ण चेकपोइन्टहरू सामान्यतया समावेश हुन्छन्:
यदि तपाइँ केवल एउटा कुरा याद गर्नुहुन्छ भने: आपूर्तिकर्तालाई परिभाषित गर्न सोध्नुहोस्कहाँचुहावट तिनीहरूको प्रक्रियामा हुने सम्भावना बढी हुन्छ, र अन्तिम चुहावट परीक्षण अघि तिनीहरूको रोकथाम चरण के हो। त्यो जवाफले तपाईंलाई बताउँछ कि उनीहरूले गुणस्तरलाई सक्रिय रूपमा व्यवस्थापन गर्छन्।
जब रेडिएटर असफल हुन्छ, ट्यूबलाई प्रायः पहिले दोष लगाइन्छ - तर मूल कारण स्पेस ग्याप, ब्रेजिङ असंगतता, ह्यान्डलिंग क्षति, वा मिश्रित-धातु डिजाइनबाट जंग। यो तालिकाले तपाईंलाई चाँडै समस्याहरू ट्राइज गर्न मद्दत गर्दछ।
| लक्षण | सम्भावित मूल कारण | रोकथामले त्यो कामलाई अघि बढाउँछ |
|---|---|---|
| ब्रेजिङ पछि पिनहोल चुहावट हुन्छ | दूषितता, कमजोर भिजाउने, प्रवाह/सफाई बेमेल, सिममा सूक्ष्म दोषहरू | स्वच्छता आवश्यकताहरू परिभाषित गर्नुहोस्; ट्यूब सतह संग ब्रेजिंग प्रक्रिया पङ्क्तिबद्ध; मुख्य चरणहरू पछि चुहावट परीक्षण आवश्यक छ |
| दबाब अन्तर्गत सीम विभाजित | असंगत वेल्ड गुणस्तर, भित्ता भिन्नता, अपर्याप्त सीम बल | सीम स्वीकृति निर्दिष्ट गर्नुहोस्; दबाव / चुहावट मापदण्ड आवश्यक छ; वेल्ड निगरानी र निरीक्षण योजना पुष्टि |
| फिन बन्डिङ असंगति (हट स्पट) | आयामी भिन्नता, फिन बेमेल, अपर्याप्त ब्रेजिङ विन्डो | सहिष्णुता कडा; फिन चश्मा प्रारम्भिक साझेदारी गर्नुहोस्; पाइलट निर्माण र क्रस-सेक्शन प्रमाणीकरण अनुरोध गर्नुहोस् |
| विधानसभा को समयमा कोर विरूपण | ह्यान्डलिंगको लागि ट्यूब पर्खाल धेरै पातलो, अपर्याप्त प्याकेजिङ, क्ल्याम्पको दबाब धेरै उच्च | ह्यान्डलिंग सीमाहरू परिभाषित गर्नुहोस्; प्याकेजिङ सुधार; विधानसभा उपकरण समायोजन; मेकानिकल सम्पत्ति लक्ष्यहरू पुष्टि गर्नुहोस् |
| सेवामा क्षरण विफलता | ग्याल्भेनिक युग्मन, अनुपयुक्त मिश्र धातु, खराब कोटिंग रणनीति, कठोर मिडिया | वातावरणमा मिश्र धातु र कोटिंग मिलाउनुहोस्; मिश्रित धातु इन्टरफेस समीक्षा; सम्भव हुँदा एक्सपोजर परीक्षणको साथ प्रमाणित गर्नुहोस् |
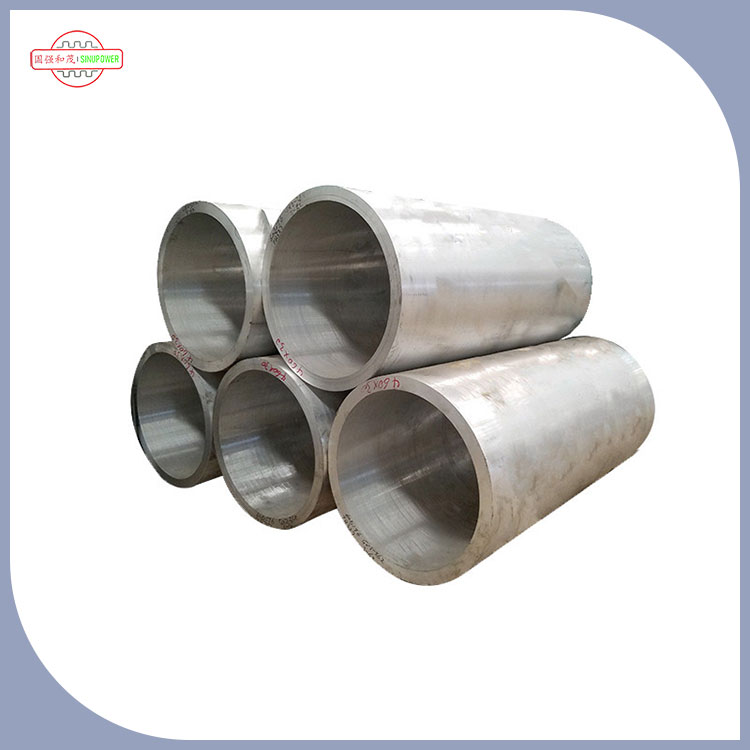
समतल ओवल ट्यूबहरूसामान्यतया प्रयोग गरिन्छ जब तपाईलाई कम्प्याक्ट कोरमा उच्च थर्मल प्रदर्शन चाहिन्छ र तपाईले नियन्त्रण गर्न सक्नुहुन्छ निर्माण र जडान प्रक्रिया। सामान्य फिट-उद्देश्य क्षेत्रहरू समावेश छन्:
सबै भन्दा राम्रो परियोजनाहरु उपचारसमतल ओवल ट्यूबहरूप्रणाली घटकको रूपमा - वस्तु होइन। त्यो मानसिकताले रोक्छ "सस्तो ट्यूब, महँगो विफलता।"
एक विश्वसनीय आपूर्तिकर्ता सम्बन्ध साझा प्राविधिक भाषा संग सुरु हुन्छ। यहाँ एक हल्का कार्यप्रवाह छ जसले नमूना चक्र घटाउँछ:
यदि तपाइँ आपूर्तिकर्ताहरूको मूल्याङ्कन गर्दै हुनुहुन्छ भने, यसले पहिले नै तातो स्थानान्तरण ट्यूब निर्माणमा केन्द्रित भएको छनौट गर्न मद्दत गर्दछ। "सामान्य धातु ट्युबिङ।" उदाहरणका लागि,सिनुपावर हीट ट्रान्सफर ट्युब्स चाङ्शु लि. यसको उत्पादन वरिपरि राख्छ शीतलन प्रणालीमा प्रयोग हुने फ्ल्याट ओवल र वेल्डेड ट्यूब ढाँचाहरू सहित रेडिएटर र हीट एक्सचेन्जर ट्यूब समाधानहरू। यो मामिलाको सबैभन्दा व्यावहारिक कारण सरल छ: यस स्थानमा बस्ने टोलीहरूले वास्तविक असफलता मोडहरू बुझ्ने प्रवृत्ति राख्छन्। (लीक, बन्धन मुद्दाहरू, विरूपण) र तिनीहरूलाई रोक्नको वरिपरि तिनीहरूको QC निर्माण गर्नुहोस्।
क्रेता टिप:जब तपाइँ एक आपूर्तिकर्तालाई सन्देश पठाउनुहुन्छ, तपाइँको शीर्ष तीन "गैर-वार्तालाप" समावेश गर्नुहोस् (रिसाव मापदण्ड, सहिष्णुता, जंग वातावरण)। तपाईंले तुरुन्तै विक्रेताहरूलाई फिल्टर गर्नुहुनेछ जसले तपाईंको जोखिम स्तरलाई समर्थन गर्न सक्दैन।
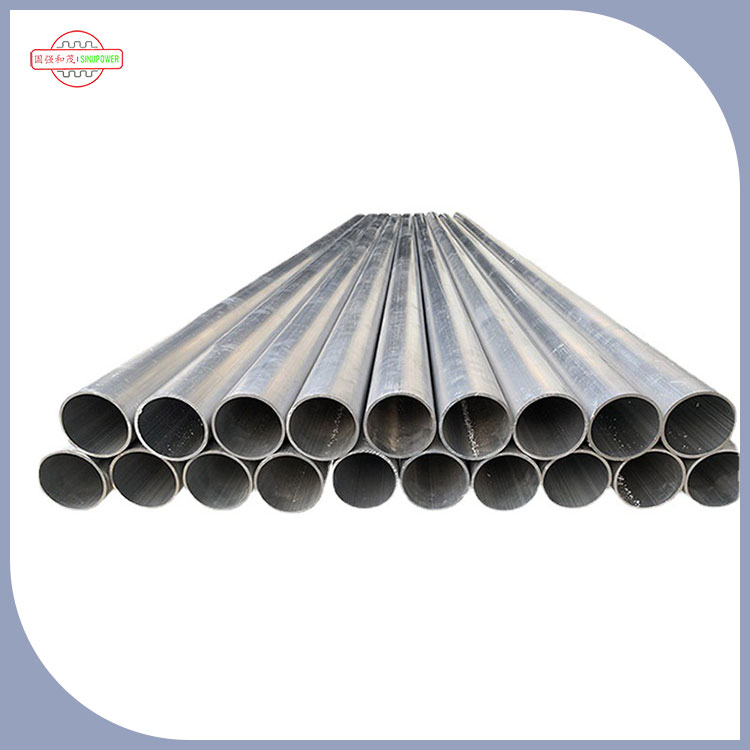
Q1:रेडिएटरहरूको लागि फ्लैट ओवल ट्यूबहरू बनाम राउन्ड ट्यूबहरू?
फ्ल्याट ओवल प्रोफाइलहरू प्राय: प्याकेजिङ दक्षता र कम्प्याक्ट कोरहरूमा फिन सम्पर्क फाइदाहरूको लागि चयन गरिन्छ, जबकि गोल ट्यूबहरू केही निर्माण सेटअपहरूमा सरल हुनुहोस्। सबै भन्दा राम्रो छनोट तपाईको फिन डिजाइन, स्पेस अवरोध, र तपाईले गर्न सक्ने स्थिरतामा निर्भर गर्दछ उत्पादन धेरै भर मा होल्ड।
Q2:रेडिएटरहरूको लागि समतल ओवल ट्यूबहरू वेल्डेड?
वेल्डेड डिजाइनहरूले बलियो प्रदर्शन प्रदान गर्न सक्छ जब सीम अखण्डता कडा रूपमा नियन्त्रण गरिन्छ र चुहावट परीक्षण द्वारा प्रमाणित हुन्छ। यदि तपाइँको प्रणाली उच्च दबाव साइकल चलाउँछ, सुनिश्चित गर्नुहोस् कि सीम स्वीकृति मापदण्ड र परीक्षण विधिहरू खरिद विवरणमा स्पष्ट रूपमा परिभाषित छन्।
Q3:फ्ल्याट ओवल ट्यूबहरूको लागि RFQ मा के समावेश गर्ने?
न्यूनतम: प्रोफाइल आयामहरू सहिष्णुता, पर्खाल मोटाई, सामग्री आवश्यकताहरू, चुहावट परीक्षण विधि र मापदण्ड, सरसफाई विरूपण रोक्नको लागि ब्रेजिङ, र प्याकेजिङ/ह्यान्डलिङ आवश्यकताहरूका लागि अपेक्षाहरू।
Q4:ब्रेजिङ पछि लीक कसरी कम गर्ने?
सरसफाइमा फोकस गर्नुहोस्, तपाईंको ब्रेजिङ प्रक्रियासँग सतहको अवस्था अनुकूलता, स्थिर ट्यूब आयामहरू (एकरूप फिन फिटको लागि), र चुहावट परीक्षण तपाईंको उत्पादन वास्तविकतासँग पङ्क्तिबद्ध छ — सामान्य "QC पारित" कथन मात्र होइन।
Q5:समतल ओवल ट्यूबहरूको लागि जंग विचारहरू?
क्षरण जोखिम वातावरण, शीतलक रसायन विज्ञान, र मिश्रित धातु इन्टरफेस मा निर्भर गर्दछ। मिश्र धातु चयन र कुनै पनि कोटिंग रणनीति पङ्क्तिबद्ध गर्नुहोस् वास्तविक सेवा सर्तहरूको साथ, र स्पष्ट गर्नुहोस् कि तपाईंको आवेदनमा नुन एक्सपोजर, आर्द्रता, वा आक्रामक मिडिया समावेश छ।
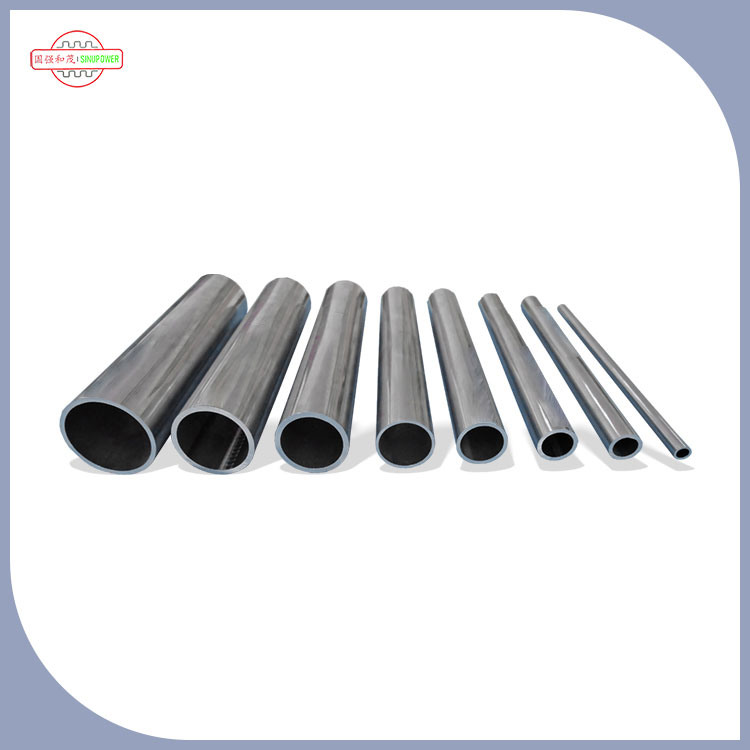
समतल ओवल ट्यूबहरूतपाईंलाई कम्प्याक्ट प्याकेजिङ्ग, राम्रो थर्मल कार्यसम्पादन, र आवश्यक पर्दा उच्च-लाभको स्तरवृद्धि हुन सक्छ भरपर्दो उत्पादन स्थिरता -तर मात्रजब ट्यूब विशिष्टता, सीम अखण्डता, र QC चेकपोइन्टहरू लेखिएको हुन्छ स्पष्ट रूपमा अस्पष्टता हटाउन पर्याप्त छ।
यदि तपाइँ नयाँ रेडिएटर वा ताप एक्सचेन्जर परियोजनाको योजना गर्दै हुनुहुन्छ र कम नमूना लुपहरू चाहनुहुन्छ भने, तपाइँको रेखाचित्र र लक्षित अपरेटिङ पठाउनुहोस्। सर्तहरूसिनुपावर हीट ट्रान्सफर ट्युब्स चाङ्शु लि.र सहिष्णुता नियन्त्रण समावेश गर्ने प्रस्तावको लागि सोध्नुहोस्, चुहावट परीक्षण मापदण्ड, र एक पायलट-लट योजना। जब तपाईं तयार हुनुहुन्छ,हामीलाई सम्पर्क गर्नुहोस्तपाईंको समतल अंडाकार ट्यूब आवश्यकताहरू छलफल गर्न र छिटो, ईन्जिनियरिङ्-पङ्क्तिबद्ध उद्धरण प्राप्त गर्नुहोस्।